Робот или послойный паллетайзер: что выбрать для укладки мешков на паллет?
Если вы производите продукцию в мешках — муку, сахар, комбикорм, цемент, сухие строительные смеси, удобрения или химикаты — рано или поздно встаёт один и тот же вопрос: как автоматизировать укладку мешков на паллет? И здесь у вас два принципиально разных пути: промышленный робот или послойный паллетайзер.
На первый взгляд оба решения делают одно и то же — укладывают мешки на поддон. Но разница между ними — как между легковым автомобилем и грузовиком: оба едут, но для разных задач. Давайте разберём детально.
Если вы производите продукцию в мешках — муку, сахар, комбикорм, цемент, сухие строительные смеси, удобрения или химикаты — рано или поздно встаёт один и тот же вопрос: как автоматизировать укладку мешков на паллет? И здесь у вас два принципиально разных пути: промышленный робот или послойный паллетайзер.
На первый взгляд оба решения делают одно и то же — укладывают мешки на поддон. Но разница между ними — как между легковым автомобилем и грузовиком: оба едут, но для разных задач. Давайте разберём детально.
Что такое послойный паллетайзер?
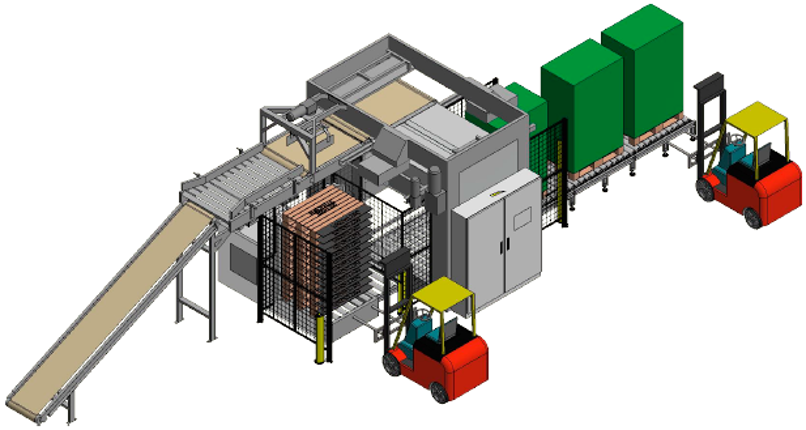
Послойный паллетайзер — это специализированная машина, которая формирует целый слой мешководновременно, а затем опускает его на паллет. Принцип работы: мешки поступают по конвейеру, накапливаются на формирующем столе, выравниваются, при необходимости разворачиваются — и весь слой за один цикл переносится вниз.
Важная деталь, которую часто недооценивают: послойный паллетайзер дополнительно выравнивает каждый слой с помощью прижимных пластин или толкателей. Это даёт геометрически ровный, устойчивый штабель — что особенно критично при транспортировке и хранении мешков с сыпучими материалами, которые имеют тенденцию «расплываться».
Ключевые характеристики:
Послойный паллетайзер — это специализированная машина, которая формирует целый слой мешководновременно, а затем опускает его на паллет. Принцип работы: мешки поступают по конвейеру, накапливаются на формирующем столе, выравниваются, при необходимости разворачиваются — и весь слой за один цикл переносится вниз.
Важная деталь, которую часто недооценивают: послойный паллетайзер дополнительно выравнивает каждый слой с помощью прижимных пластин или толкателей. Это даёт геометрически ровный, устойчивый штабель — что особенно критично при транспортировке и хранении мешков с сыпучими материалами, которые имеют тенденцию «расплываться».
Ключевые характеристики:
- Высокая производительность: до 2 400 мешков в час
- Дополнительное выравнивание каждого слоя — идеальная геометрия паллета
- Надёжная и понятная механика — меньше сложной электроники
- Работает оптимально с одним типом продукта и одним форматом мешка
- Большие габариты: машина с конвейерами занимает 15–30 погонных метров
- Возможность интеграции со стретч худ машиной для полной автоматизации линии
- Стоимость: около $200 000 под ключ
Что такое роботизированный паллетайзер?
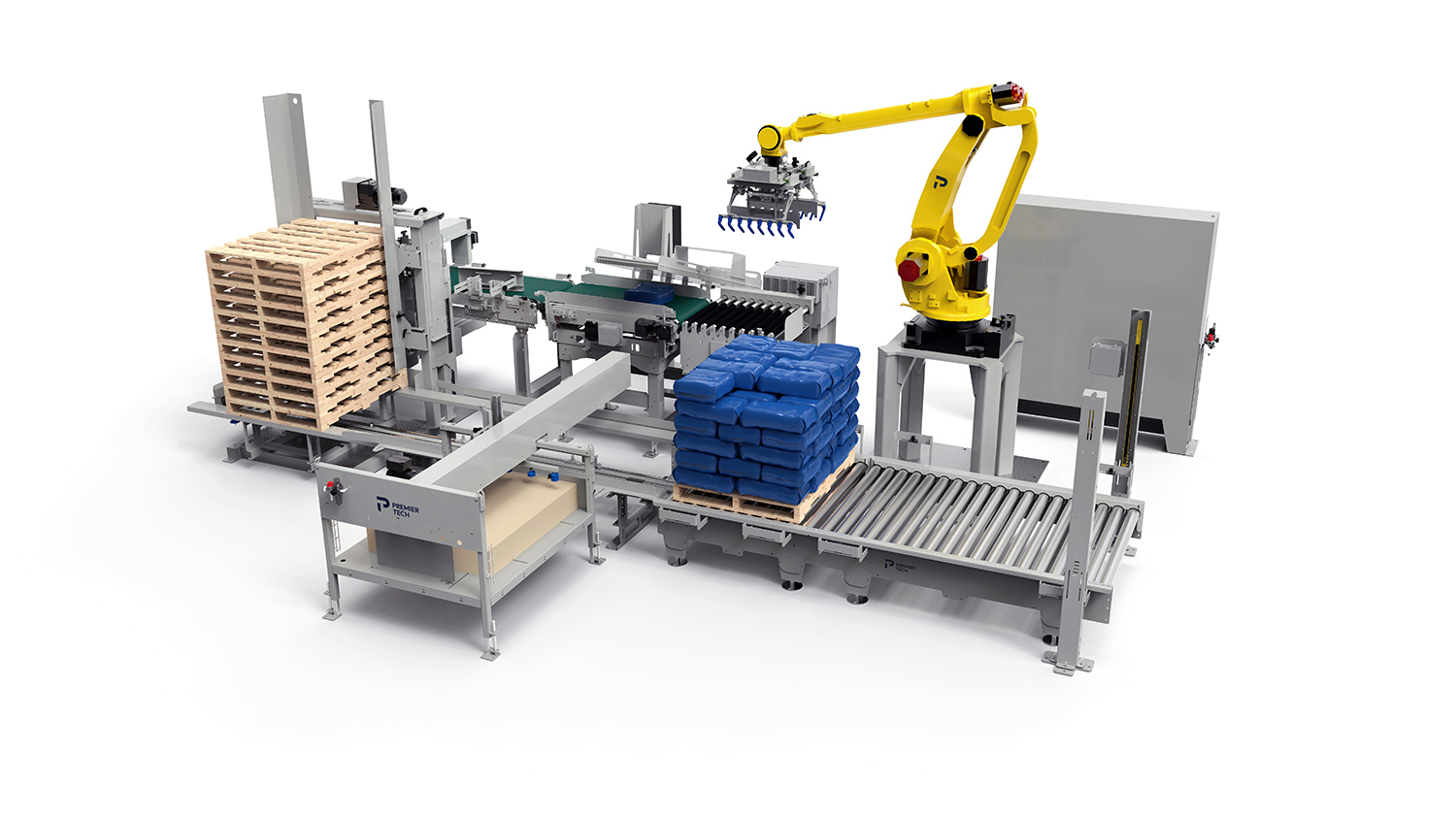
Роботизированный паллетайзер — это промышленный робот (как правило, с 4 или 6 степенями свободы) с захватом-гриппером, который укладывает мешки по одному или попарно по заданной программе. Робот «знает» схему укладки каждого слоя и точно воспроизводит её снова и снова.
Ключевые характеристики:
Роботизированный паллетайзер — это промышленный робот (как правило, с 4 или 6 степенями свободы) с захватом-гриппером, который укладывает мешки по одному или попарно по заданной программе. Робот «знает» схему укладки каждого слоя и точно воспроизводит её снова и снова.
Ключевые характеристики:
- Производительность: до 950 мешков в час (зависит от массы и размера мешка)
- Гибкость: один робот легко переключается между разными продуктами и форматами
- Компактность: ячейка робота занимает от 4×4 метра
- Быстрое перепрограммирование под новую схему укладки
- Возможность интеграции со стретч худ машиной для полной автоматизации линии
- Стоимость: $120 000–$160 000 под ключ в зависимости от производительности
Сравнение по ключевым параметрам
1. Производительность
Здесь послойный паллетайзер выигрывает. Он создан для высоких скоростей — формирует и укладывает целый слой за несколько секунд, поэтому легко берёт 1 500–2 400 мешков/час.
Роботизированный паллетайзер уверенно работает до 950 мешков в час — и это покрывает потребности подавляющего большинства производств в Казахстане. Если ваша линия не выходит за эту отметку, производительность робота не будет узким местом.
Вывод: Производительность линии до 950 мешков/час → робот справляется полностью. Выше 950 → послойный паллетайзер.
2. Качество укладки и геометрия паллета
Здесь у послойного паллетайзера есть весомое преимущество: активное выравнивание слоя. Специальные прижимные элементы буквально «подталкивают» мешки со всех сторон, формируя идеально ровный слой. Это особенно важно для мешков с сыпучими материалами — цементом, гипсом, сухими смесями — которые деформируются под собственным весом.
Робот укладывает точно по программе, но физического выравнивания слоя не выполняет. Впрочем, при правильно настроенном захвате и схеме укладки качество паллета вполне приемлемо для большинства задач.
Вывод: Критична идеальная геометрия паллета при транспортировке → плюс послойного.
3. Гибкость и переналадка
Это главное преимущество робота. Представьте: сегодня вы укладываете мешки 25 кг, завтра — 40 кг в другом формате, послезавтра запускаете новый продукт. Для послойного паллетайзера каждая такая смена — это механическая переналадка, время простоя, иногда замена формирующих элементов.
Роботу достаточно загрузить новую программу — и через 10 минут он работает по новой схеме. Захват-gripper при правильном проектировании перекрывает широкий диапазон размеров мешков без физической замены.
Вывод: Несколько продуктов или форматов мешков → робот выигрывает однозначно.
4. Площадь под оборудование
Послойный паллетайзер — громоздкая конструкция. Типичная машина с конвейерами подачи и выхода занимает 15–30 погонных метров производственной площади, плюс зоны обслуживания.
Роботизированная ячейка гораздо компактнее. Один робот с зоной безопасности и конвейером подачи укладывается в 4×4 метра. В условиях действующего производства, где каждый квадратный метр на счету, это принципиальное преимущество.
Вывод: Ограниченное пространство → однозначно робот.
5. Интеграция с упаковочной линией
Оба решения без проблем интегрируются со стретч худ машиной или стретч обмоткой, а также с диспенсером паллет — это стандартная практика на современных производствах. Диспенсер автоматически подаёт пустой паллет в зону укладки, паллетайзер формирует штабель, после чего готовый паллет автоматически подаётся на упаковочную станцию. Линия работает полностью без участия оператора.
Разница — в планировке. Роботизированная ячейка компактна, и стретч худ машину с диспенсером паллет можно разместить вплотную. С послойным паллетайзером из-за его габаритов и конвейерной системы подачи мешков нужно заранее продумывать, где физически встанет каждый элемент линии и как будет двигаться паллет между станциями.
Вывод: Оба решения легко интегрируются с диспенсером паллет и упаковочным оборудованием. При ограниченном пространстве роботизированная ячейка даёт больше свободы в планировке линии.
6. Обслуживание и надёжность
У послойного паллетайзера механика понятна любому инженеру-механику: цепи, звёздочки, пневматика. Обслуживание относительно простое, запчасти доступны на рынке.
Робот требует специалиста по роботехнике — для диагностики, программирования, обслуживания. В Казахстане таких специалистов пока немного. Именно поэтому при выборе робота принципиально важно, чтобы поставщик обеспечивал полноценный сервис и обучение на месте.
В Vexor мы не просто поставляем и монтируем роботов KUKA/Fanuc/Siasun — мы обучаем операторов и инженеров заказчика работе с системой и обеспечиваем сервисную поддержку из Астаны.
Вывод: Выбирайте поставщика с локальным сервисом — это важнее бренда робота.
7. Стоимость и окупаемость
Роботизированный паллетайзер под ключ обходится в $120 000–$160 000 в зависимости от требуемой производительности. Послойный паллетайзер — порядка $200 000, но при этом даёт более высокую скорость укладки.
Считаем экономику на реальных цифрах. На паллетировании обычно занято 2–3 грузчика в смену. При трёхсменной работе это 6–9 человек, каждый из которых обходится предприятию около $300 в месяц с учётом всех отчислений. Итого — $1 800–$2 700 в месяц только на фонд оплаты труда. Чистая окупаемость по этому параметру — 4–7 лет.
Но считать только по зарплате — значит сильно занижать эффект. Настоящая ценность автоматизации в другом:
Человеческий фактор — главный риск производства. Грузчик может заболеть, уволиться без предупреждения, не выйти в смену. Если это происходит на ключевой линии — она встаёт. Простой фасовочной линии мощностью 950 мешков/час даже на несколько часов — это потери в производственном плане, которые потом сложно наверстать. Робот не болеет, не увольняется и не просит отгул в пятницу вечером.
Стабильность = выполнение плана. Производители, внедрившие роботизированное паллетирование, в первую очередь отмечают не экономию на зарплате, а предсказуемость производственного процесса. Линия работает ровно столько, сколько запланировано. Это напрямую влияет на выполнение заказов и репутацию перед клиентами.
С учётом совокупного эффекта — исключения простоев, стабильного выполнения плана и экономии на ФОТ — реальная окупаемость роботизированного паллетайзера в казахстанских условиях составляет 2–3 года.
1. Производительность
Здесь послойный паллетайзер выигрывает. Он создан для высоких скоростей — формирует и укладывает целый слой за несколько секунд, поэтому легко берёт 1 500–2 400 мешков/час.
Роботизированный паллетайзер уверенно работает до 950 мешков в час — и это покрывает потребности подавляющего большинства производств в Казахстане. Если ваша линия не выходит за эту отметку, производительность робота не будет узким местом.
Вывод: Производительность линии до 950 мешков/час → робот справляется полностью. Выше 950 → послойный паллетайзер.
2. Качество укладки и геометрия паллета
Здесь у послойного паллетайзера есть весомое преимущество: активное выравнивание слоя. Специальные прижимные элементы буквально «подталкивают» мешки со всех сторон, формируя идеально ровный слой. Это особенно важно для мешков с сыпучими материалами — цементом, гипсом, сухими смесями — которые деформируются под собственным весом.
Робот укладывает точно по программе, но физического выравнивания слоя не выполняет. Впрочем, при правильно настроенном захвате и схеме укладки качество паллета вполне приемлемо для большинства задач.
Вывод: Критична идеальная геометрия паллета при транспортировке → плюс послойного.
3. Гибкость и переналадка
Это главное преимущество робота. Представьте: сегодня вы укладываете мешки 25 кг, завтра — 40 кг в другом формате, послезавтра запускаете новый продукт. Для послойного паллетайзера каждая такая смена — это механическая переналадка, время простоя, иногда замена формирующих элементов.
Роботу достаточно загрузить новую программу — и через 10 минут он работает по новой схеме. Захват-gripper при правильном проектировании перекрывает широкий диапазон размеров мешков без физической замены.
Вывод: Несколько продуктов или форматов мешков → робот выигрывает однозначно.
4. Площадь под оборудование
Послойный паллетайзер — громоздкая конструкция. Типичная машина с конвейерами подачи и выхода занимает 15–30 погонных метров производственной площади, плюс зоны обслуживания.
Роботизированная ячейка гораздо компактнее. Один робот с зоной безопасности и конвейером подачи укладывается в 4×4 метра. В условиях действующего производства, где каждый квадратный метр на счету, это принципиальное преимущество.
Вывод: Ограниченное пространство → однозначно робот.
5. Интеграция с упаковочной линией
Оба решения без проблем интегрируются со стретч худ машиной или стретч обмоткой, а также с диспенсером паллет — это стандартная практика на современных производствах. Диспенсер автоматически подаёт пустой паллет в зону укладки, паллетайзер формирует штабель, после чего готовый паллет автоматически подаётся на упаковочную станцию. Линия работает полностью без участия оператора.
Разница — в планировке. Роботизированная ячейка компактна, и стретч худ машину с диспенсером паллет можно разместить вплотную. С послойным паллетайзером из-за его габаритов и конвейерной системы подачи мешков нужно заранее продумывать, где физически встанет каждый элемент линии и как будет двигаться паллет между станциями.
Вывод: Оба решения легко интегрируются с диспенсером паллет и упаковочным оборудованием. При ограниченном пространстве роботизированная ячейка даёт больше свободы в планировке линии.
6. Обслуживание и надёжность
У послойного паллетайзера механика понятна любому инженеру-механику: цепи, звёздочки, пневматика. Обслуживание относительно простое, запчасти доступны на рынке.
Робот требует специалиста по роботехнике — для диагностики, программирования, обслуживания. В Казахстане таких специалистов пока немного. Именно поэтому при выборе робота принципиально важно, чтобы поставщик обеспечивал полноценный сервис и обучение на месте.
В Vexor мы не просто поставляем и монтируем роботов KUKA/Fanuc/Siasun — мы обучаем операторов и инженеров заказчика работе с системой и обеспечиваем сервисную поддержку из Астаны.
Вывод: Выбирайте поставщика с локальным сервисом — это важнее бренда робота.
7. Стоимость и окупаемость
Роботизированный паллетайзер под ключ обходится в $120 000–$160 000 в зависимости от требуемой производительности. Послойный паллетайзер — порядка $200 000, но при этом даёт более высокую скорость укладки.
Считаем экономику на реальных цифрах. На паллетировании обычно занято 2–3 грузчика в смену. При трёхсменной работе это 6–9 человек, каждый из которых обходится предприятию около $300 в месяц с учётом всех отчислений. Итого — $1 800–$2 700 в месяц только на фонд оплаты труда. Чистая окупаемость по этому параметру — 4–7 лет.
Но считать только по зарплате — значит сильно занижать эффект. Настоящая ценность автоматизации в другом:
Человеческий фактор — главный риск производства. Грузчик может заболеть, уволиться без предупреждения, не выйти в смену. Если это происходит на ключевой линии — она встаёт. Простой фасовочной линии мощностью 950 мешков/час даже на несколько часов — это потери в производственном плане, которые потом сложно наверстать. Робот не болеет, не увольняется и не просит отгул в пятницу вечером.
Стабильность = выполнение плана. Производители, внедрившие роботизированное паллетирование, в первую очередь отмечают не экономию на зарплате, а предсказуемость производственного процесса. Линия работает ровно столько, сколько запланировано. Это напрямую влияет на выполнение заказов и репутацию перед клиентами.
С учётом совокупного эффекта — исключения простоев, стабильного выполнения плана и экономии на ФОТ — реальная окупаемость роботизированного паллетайзера в казахстанских условиях составляет 2–3 года.
Когда выбирать послойный паллетайзер?
✅ Производительность линии выше 950 мешков/час
✅ Один тип продукта, стабильный формат мешка
✅ Критична идеальная геометрия паллета (выравнивание слоя)
✅ Большое производственное помещение
✅ Приоритет — максимальная скорость при минимальной гибкости
Когда выбирать робота?
✅ Производительность до 950 мешков/час
✅ Несколько продуктов или форматов мешков
✅ Нужна интеграция со стретч худ машиной в одну линию
✅ Ограниченное пространство в цехе
✅ Планируется поэтапное расширение (добавление второй линии)
✅ Важна быстрая переналадка без простоев
✅ Производительность линии выше 950 мешков/час
✅ Один тип продукта, стабильный формат мешка
✅ Критична идеальная геометрия паллета (выравнивание слоя)
✅ Большое производственное помещение
✅ Приоритет — максимальная скорость при минимальной гибкости
Когда выбирать робота?
✅ Производительность до 950 мешков/час
✅ Несколько продуктов или форматов мешков
✅ Нужна интеграция со стретч худ машиной в одну линию
✅ Ограниченное пространство в цехе
✅ Планируется поэтапное расширение (добавление второй линии)
✅ Важна быстрая переналадка без простоев
Реальный кейс: производитель сухих строительных смесей в Казахстане
Один из наших клиентов — казахстанский производитель сухих строительных смесей — столкнулся с классической дилеммой. На производстве работали две фасовочные линии: одна с производительностью 950 мешков/час, вторая — 700 мешков/час. Продуктовая линейка насчитывала несколько наименований в разных форматах мешков.
Что можно было сделать теоретически: установить один послойный паллетайзер мощностью до 2 000 мешков/час и организовать подачу мешков с обеих линий на одну машину. Суммарная нагрузка — 1 650 мешков/час — вошла бы в его возможности. Плюс — идеальное выравнивание слоёв, которое важно для строительных смесей при транспортировке.
Но дьявол в деталях. Разные форматы мешков на двух линиях потребовали бы частых переналадок послойного паллетайзера. Плюс — пространство цеха не позволяло разместить крупногабаритную машину с разводкой конвейеров от двух линий.
Что мы реализовали на практике:
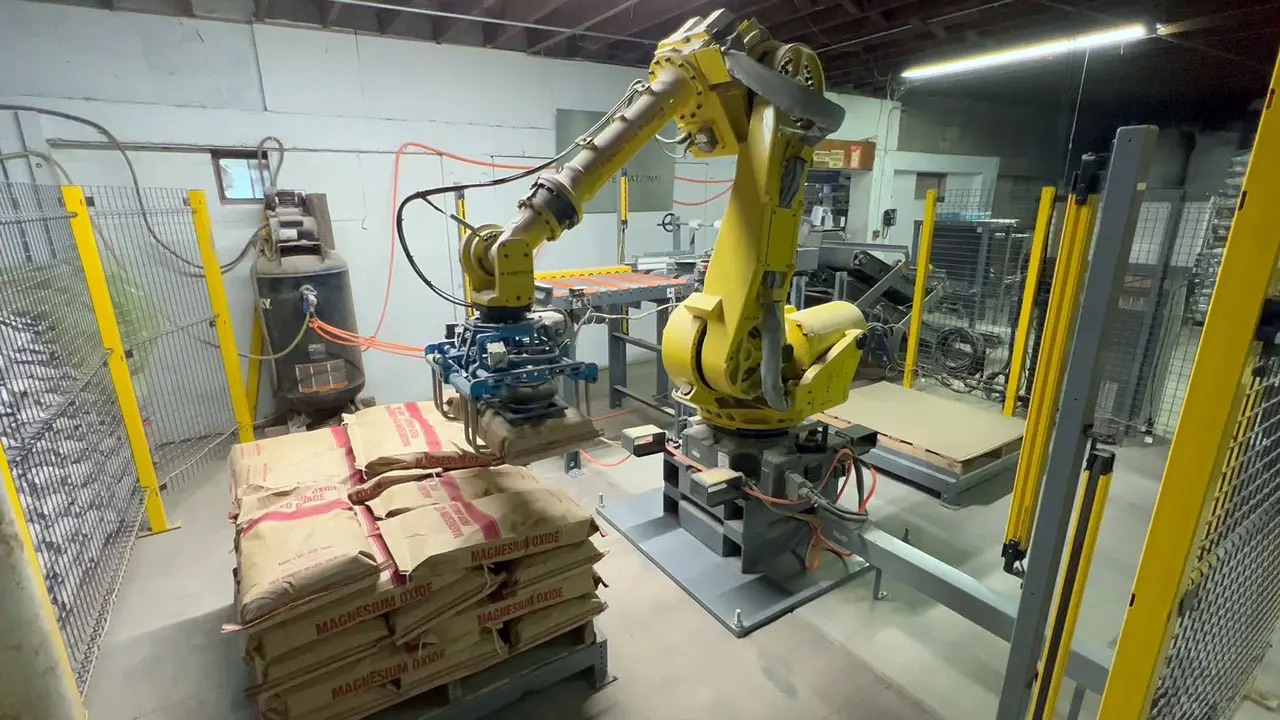
Этап 1 — на линию 950 мешков/час установили робота KUKA с гриппером для мешков. Сразу после паллетайзера интегрировали стретч худ машину для автоматической упаковки паллета плёнкой. Получилась полностью автоматизированная линия: фасовка → паллетирование → упаковка без участия оператора. Переналадка при смене продукта.
Этап 2 (в планах) — аналогичный роботизированный комплекс на линию 700 мешков/час.
Итог: поэтапный подход позволил клиенту распределить инвестиции во времени, сразу автоматизировать самую нагруженную линию и получить подтверждённый ROI перед запуском второго этапа. При этом гибкость роботизированного решения полностью закрыла потребность в работе с разными форматами мешков.
Итог: универсального ответа нет — есть правильный анализ
Выбор между роботом и послойным паллетайзером — это не вопрос «что лучше», а вопрос «что подходит именно вашему производству». Ключевые параметры: производительность линии, количество продуктов и форматов мешков, доступная площадь, требования к качеству паллета и стратегия развития.
Если вы производите продукцию в мешках в Казахстане и думаете об автоматизации паллетирования — мы в Vexor готовы провести бесплатный технический аудит вашего производства и предложить оптимальное решение.
📞 +7 705 111 20 10
📧 info@vexor.kz
🌐 vexor.kz
Vexor — официальный партнёр KUKA, Fanuc, Siasun и Signode в Казахстане. Проектируем, поставляем и обслуживаем роботизированные системы паллетирования под ключ. Офис и производственная база — Астана.
Один из наших клиентов — казахстанский производитель сухих строительных смесей — столкнулся с классической дилеммой. На производстве работали две фасовочные линии: одна с производительностью 950 мешков/час, вторая — 700 мешков/час. Продуктовая линейка насчитывала несколько наименований в разных форматах мешков.
Что можно было сделать теоретически: установить один послойный паллетайзер мощностью до 2 000 мешков/час и организовать подачу мешков с обеих линий на одну машину. Суммарная нагрузка — 1 650 мешков/час — вошла бы в его возможности. Плюс — идеальное выравнивание слоёв, которое важно для строительных смесей при транспортировке.
Но дьявол в деталях. Разные форматы мешков на двух линиях потребовали бы частых переналадок послойного паллетайзера. Плюс — пространство цеха не позволяло разместить крупногабаритную машину с разводкой конвейеров от двух линий.
Что мы реализовали на практике:
Этап 1 — на линию 950 мешков/час установили робота KUKA с гриппером для мешков. Сразу после паллетайзера интегрировали стретч худ машину для автоматической упаковки паллета плёнкой. Получилась полностью автоматизированная линия: фасовка → паллетирование → упаковка без участия оператора. Переналадка при смене продукта.
Этап 2 (в планах) — аналогичный роботизированный комплекс на линию 700 мешков/час.
Итог: поэтапный подход позволил клиенту распределить инвестиции во времени, сразу автоматизировать самую нагруженную линию и получить подтверждённый ROI перед запуском второго этапа. При этом гибкость роботизированного решения полностью закрыла потребность в работе с разными форматами мешков.
Итог: универсального ответа нет — есть правильный анализ
Выбор между роботом и послойным паллетайзером — это не вопрос «что лучше», а вопрос «что подходит именно вашему производству». Ключевые параметры: производительность линии, количество продуктов и форматов мешков, доступная площадь, требования к качеству паллета и стратегия развития.
Если вы производите продукцию в мешках в Казахстане и думаете об автоматизации паллетирования — мы в Vexor готовы провести бесплатный технический аудит вашего производства и предложить оптимальное решение.
📞 +7 705 111 20 10
📧 info@vexor.kz
🌐 vexor.kz
Vexor — официальный партнёр KUKA, Fanuc, Siasun и Signode в Казахстане. Проектируем, поставляем и обслуживаем роботизированные системы паллетирования под ключ. Офис и производственная база — Астана.
